The artisan’s ear in the digital age: Reimagining tool life with AI and Executable Digital Twins

From swarf to signals – A personal prologue
Back in 2003, my introduction to machining came courtesy of a battered school lathe, a Design & Technology lab that perpetually smelled of warm cutting oil, and a teacher whose best diagnostic tool was a finely tuned pair of ears.

The feedback loop was entirely sensory. Long, continuous curls of swarf meant a happy tool. Jagged, broken fragments meant you were pushing too hard. A high-pitched screech? That was the machine’s way of saying “you’ve gone too far.” We learned by listening, by touch, by smell – and occasionally, by ruining a perfectly good piece of metal and starting over.
There was also that one lathe in the corner – identical in every specification to the others, yet it always sounded different. Same fresh cutter, same settings, same operator. Yet it left more surface marks and seemed to wear faster. In engineering, we now have a name for this: Aleatoric uncertainty – from the Latin Alea, meaning a roll of the dice. No matter how precisely a cutting tool is manufactured, microscopic coating variations, subtle differences in steel hardness, and the inevitable tolerances of production mean that no two tools are ever truly identical.
Decades later, we find ourselves teaching machines to do what those technicians did instinctively – only faster, more precisely, and at industrial scale. The screech that once pierced a school lab is now a high-frequency spike in an accelerometer dataset. The artisan’s ear has become an AI model. And the cost of getting it wrong has never been more visible on the bottom line.
Predicting the point of no return
“A tool was only replaced once it failed.” That sentence alone should make any production manager wince.
Back at the lathe, the lesson came the hard way – we would only realize a tool had given up the ghost after it had already marred the metal, assuming we had pushed past the earlier warning signs without acting on them. The technicians had a quiet wisdom about this: never reach for the newest tool from the supply closet. Instead, always pull from the “ok” drawer – a habit that, in hindsight, was likely as much about wearing-in the tool as it was about preserving the pristine ones. It was reactive management dressed up as shop floor intuition.
In modern high-volume manufacturing, that intuition is no longer enough. Unplanned downtime is not just an inconvenience – it is a profit killer. Scrapped parts, broken spindles, missed delivery windows, and cascading quality failures all trace back to one deceptively simple question: how much life does this cutting tool have left?
The pressures of Industry 4.0 – shorter time-to-market, tighter tolerances, leaner inventories have made reactive maintenance an unaffordable luxury. The shift toward predictive maintenance is no longer a competitive differentiator; it is a baseline expectation. And at the heart of that shift lies the concept of Remaining Useful Life (RUL): the ability to forecast, with confidence, exactly when a tool should be replaced -before it fails, not after.
This is the challenge we set out to solve – combining the power of AI, physics-informed sensor data, and secure digital twin deployment, all within Simcenter Reduced Order Modeling.
The dataset: Real machines, real uncertainty
To ground this in industrial reality, we worked with a run-to-failure milling dataset representing seven end-mill carbide cutting tools performing side-milling operations on blocks of AISI 4340 Steel – a high-strength alloy widely used in aerospace and automotive applications.
Each tool was run continuously until retirement, with sensors capturing data at discrete process-time intervals. Tools 1–4 were measured at Site A; Tools 5–7 at Site B. A tool was retired when flank wear reached 0.8 mm or when surface roughness exceeded defined quality thresholds.
The cross-site nature of this dataset is deliberate and important. It mirrors a harsh industrial reality: predictive models must generalize to environments they have never seen before. Different factory floors, different ambient temperatures, different lubricant delivery systems. The ability of an AI model to transfer knowledge across sites is not a nice-to-have; it is the difference between a model that works in the lab and one that works on the shop floor. But before we can train any model, we need to understand exactly what the sensors are telling us – and what they cannot.
Feature identification & physical mapping
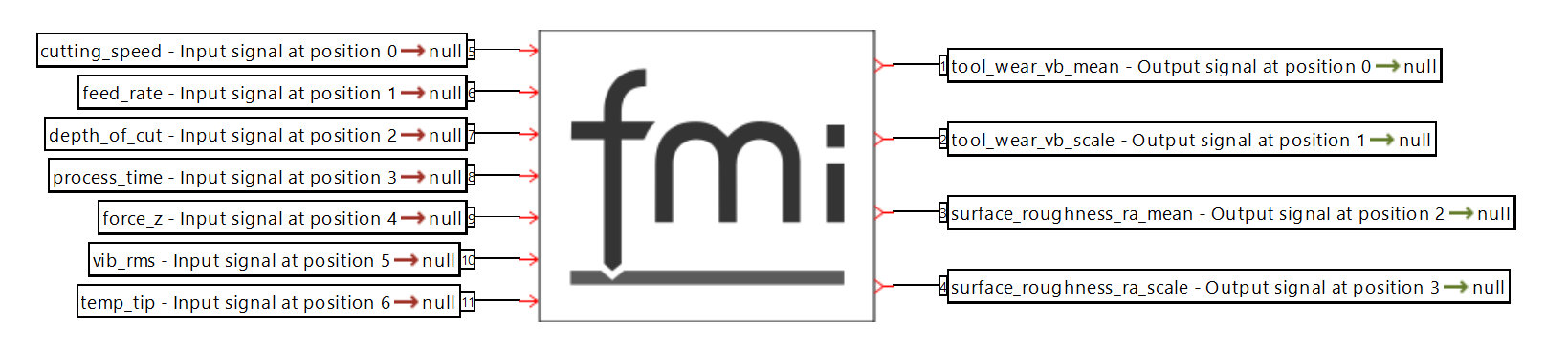
The dataset features two distinct categories of input signals –
1. Operational set-points i.e. controlled variables
These are the parameters that the operator inputs into the controller.
- cutting_speed: Rotational speed of the tool. Higher speeds generate more heat, accelerating wear if not carefully balanced with feed-rate and depth of cut.
- feed_rate: How fast the tool moves into the metal. Higher feed-rate increases the “chip load,” raising the mechanical forces and increasing potentially the stresses on the cutting tool’s edge.
- depth_of_cut: The vertical engagement, determining the volume of material removed per pass.
2. High-frequency sensor outputs i.e. direct indicators of health
These features are obtained from physical sensors mounted on the machine spindle and tool holder.
- force_z (Dynamometer): Measured using a piezo-electric dynamometer (like a Kistler table). As a tool dulls, it requires more force to push and cut through the metal.
- vib_rms (Accelerometer): A vibration sensor on the spindle. As the tool wears, vibration changes, making the readings more volatile and harder to predict.
- temp_tip (Infrared sensor): Represents the thermal energy at the cutting zone. Excessive heat softens the tool tip, leading to rapid “plastic deformation.”
Targets i.e. the “ground truth”
Here is where it gets interesting. The two quantities we actually care about – flank wear and surface roughness cannot be measured in real-time by the machine itself.
- target_wear_vb (Flank Wear): Measured offline using a digital microscope during a machine pause, capturing the physical width of the worn land on the tool’s cutting edge.
- target_roughness_ra (Surface Roughness): Measured post-process using a stylus profilometer, calculating the arithmetic mean deviation of the machined surface profile.
Both measurements require stopping the machine – expensive, disruptive, and wholly impractical at production scale. This is precisely why we need an AI model – one that can infer these unmeasurable quantities in real-time from the sensor signals that are always available.
Enter the Bayesian Neural Network – AI that knows what it doesn’t know
A standard neural network gives you a prediction. A Bayesian Neural Network (BNN) gives you a prediction and tells you how confident it is in that prediction. That distinction is not academic – in a manufacturing context, it is the difference between a system that blindly reports a number and one that flags when it is operating outside its comfort zone.
The key architectural difference: in a BNN, internal weights are represented as probability distributions rather than fixed scalar values. This allows the model to propagate uncertainty through its predictions, quantifying both:
- Aleatoric uncertainty – the irreducible noise inherent in the physical world (lubricant variability, temperature fluctuations, motor current drift)
- Epistemic uncertainty – the model’s own knowledge gaps, which can be reduced with more or better training data
This dual awareness makes BNNs uniquely suited to industrial deployment, where real-world conditions are never perfectly controlled and where acting on a wrong prediction carries real cost.
Recognizing the need to bring this intelligence closer to the machine, the Simcenter Reduced Order Modeling 2604 release expands BNN model exports to both ONNX and FMU formats – dramatically broadening interoperability with embedded controllers, third-party environments, and 1D systems simulation tools like Simcenter Amesim.
Challenge 1: Real-time condition monitoring
The first engineering challenge is continuous health assessment – knowing the state of the cutting tool at every moment of the machining process, without stopping the machine.
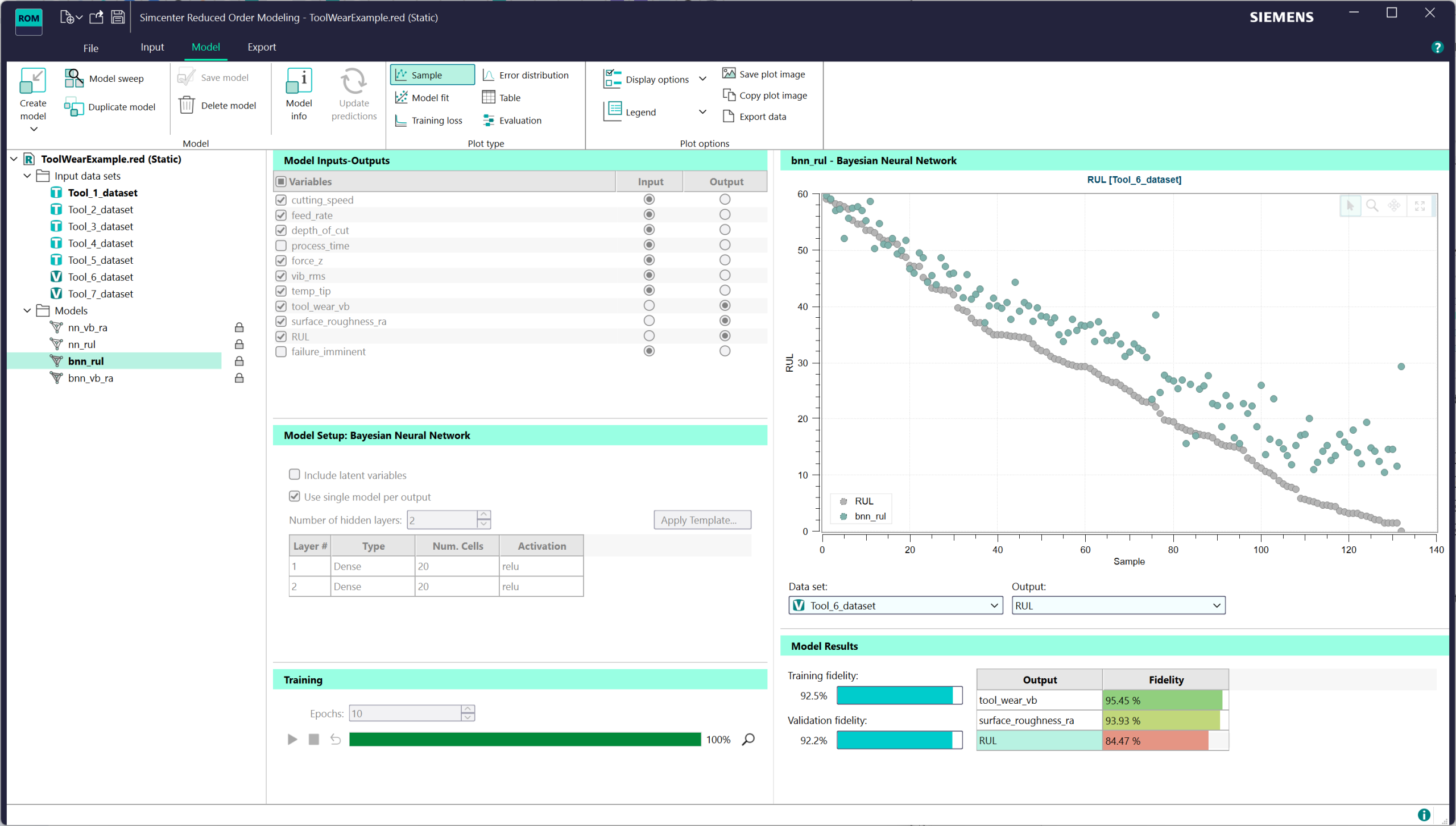
Using Simcenter Reduced Order Modeling, we trained a BNN on data from Sites A and B, then evaluated its ability to tool wear and surface roughness on data it had never encountered.
The results speak for themselves. Validation fidelity scores were excellent, and the regression plot showed a near-ideal correlation between true and predicted values. The scatter around the ideal line is not a flaw – it is the model honestly representing the aleatoric uncertainty present in the physical measurements themselves.
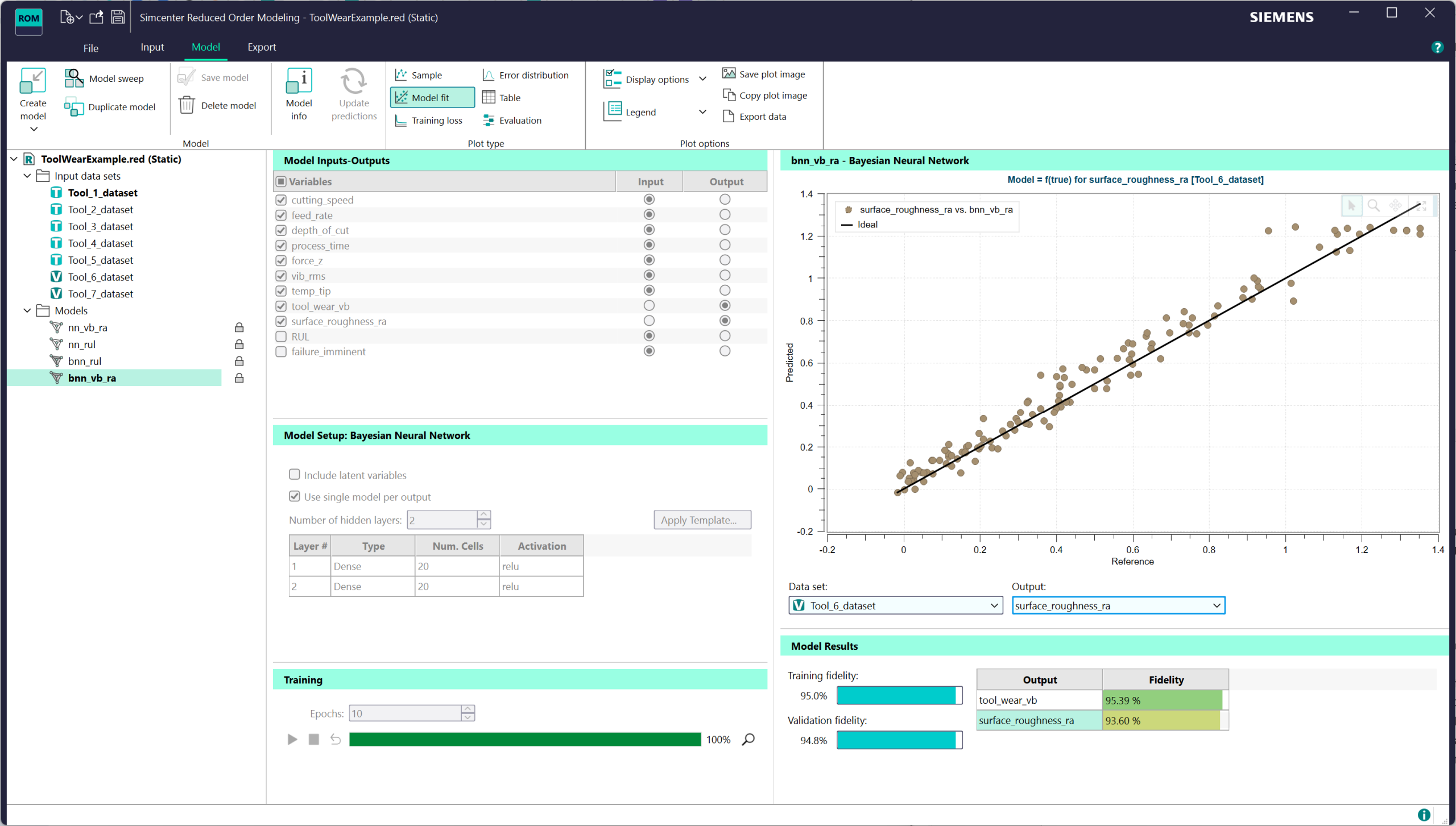
Critically, the model generalized successfully across sites – demonstrating that an AI trained on data from one manufacturing environment can be deployed with confidence in another. For organizations operating multi-site production networks, this is a significant capability.
Challenge 2: Predictive maintenance planning
Knowing the current health of a tool is valuable. Knowing when it will fail is transformative.
The second challenge shifts from condition monitoring to Remaining Useful Life (RUL) prediction – forecasting the time-to-failure based on live sensor telemetry, enabling maintenance teams to schedule tool changes proactively rather than reactively.

Rather than treating this as a limitation, it is an opportunity. The BNN’s uncertainty quantification can be surfaced directly to a control system, providing a confidence-weighted failure probability – essentially telling the machine: “I’m less certain about this one; treat it with more caution.” The practical implication? A conservative maintenance strategy that errs on the side of early replacement rather than running to failure – exactly the behavior that protects quality and uptime.
From model to machine: Deploying the Executable Digital Twin (xDT)
Building a high-fidelity AI model is only half the story. The other half – often underestimated is getting it into production safely, securely, and at scale. This is where Simcenter Executable Digital Twin Gateway enters the picture.

In simple terms, xDT bridges the virtual and physical worlds, enabling real-time adaptation and performance monitoring throughout the product lifecycle. In our manufacturing scenario, the BNN model – exported as an FMU was delivered to a manufacturing partner responsible for developing the CNC machine’s control and monitoring systems. The partner needed access to the model’s predictive intelligence without access to the underlying IP. This is exactly the use case that Simcenter Executable Digital Twin Gateway was designed to address.
Secure, managed, sprawl-free deployment
One of the most persistent challenges in organizations that rely on FMU-based technologies is model version sprawl – outdated or unauthorized model versions circulating across teams, departments, and supply chain partners, silently corrupting decisions.
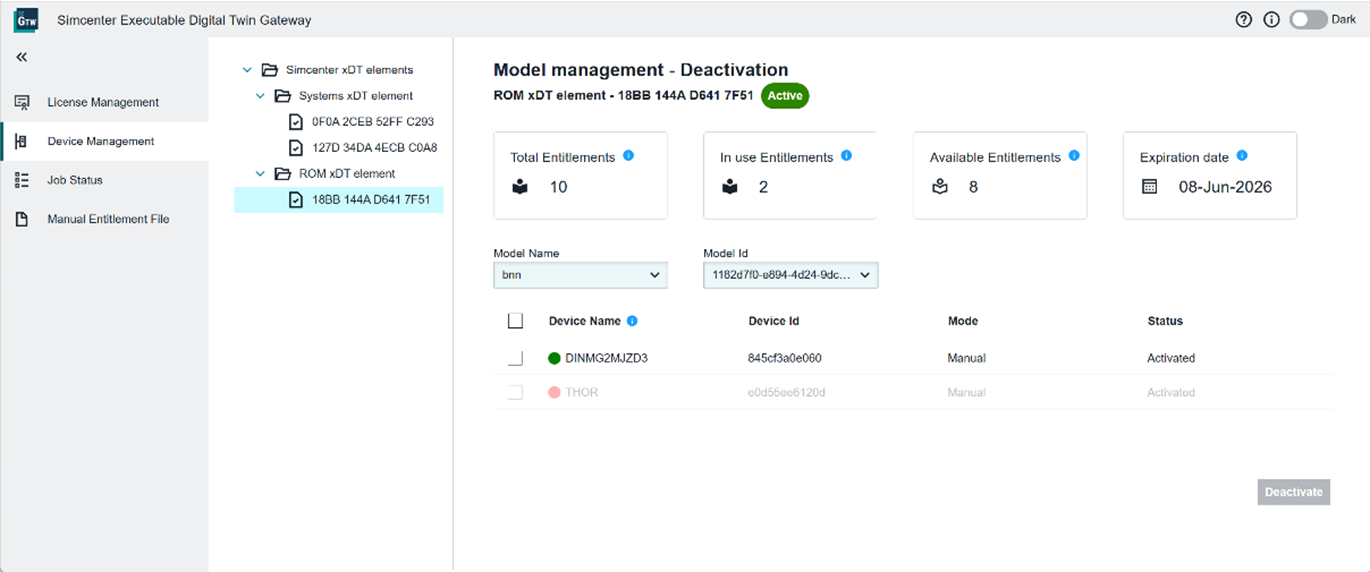
The Simcenter Executable Digital Twin Gateway eliminates this problem through centralized management:
- IP protection: Models are embedded with xDT protection, making them time-bound, hardware-locked assets that cannot be misappropriated or redistributed
- Access control: Precise governance over who can access which models, and on which devices
- Version integrity: As new models are trained on updated data, the Gateway ensures only the current, validated version is active everywhere
- Edge deployment: Seamless distribution to SIMATIC edge devices and other industrial hardware at scale
For organizations distributing AI models across global supply chains – sharing predictive intelligence with Tier 1 suppliers, OEM partners, or field service teams – this capability is not just convenient. It is essential. To explore the full capabilities of the Simcenter Executable Digital Twin Gateway, including how it manages model lifecycles across global supply chains, see our dedicated blog post here.
Closing thoughts: The artisan lives on
Think about it: we’ve evolved from rudimentary single-axis lathes, where skilled artisans meticulously shaped materials, to today’s sophisticated multi-axis CNC machines that perform intricate operations with unparalleled precision and speed. Gone are the days when understanding a machine’s health relied solely on the keen eye and trained ear of an experienced engineer. We’ve moved beyond the costly cycle of run-to-failure, where downtime was the only signal that something had gone wrong. The journey from manual inspection to predictive analytics, and now to secure digital twin deployment, is a testament to the relentless pursuit of efficiency, reliability, and innovation in engineering.

The artisan’s ear has not been replaced. It has been amplified – scaled across thousands of machines, freed from the limitations of human attention, and equipped with the ability to quantify its own uncertainty. The experienced engineer who once listened for the screech now has a digital counterpart that hears it before it happens, driving proactive decision-making and robust design optimization.
Equally vital, our xDT enabled FMU export, managed via the Simcenter Executable Digital Twin Gateway, provides the essential framework for secure, correct, and sprawl-free deployment of these intelligent models, protecting your IP whether on an edge device or across a global supply chain. This holistic approach truly bridges the virtual and physical, building a more resilient and productive future.
Interested in exploring Simcenter Reduced Order Modeling or the Simcenter Executable Digital Twin Gateway? Reach out to your Siemens account team or visit the Simcenter portfolio page to learn more.


